
Toy safety compliance for the US and EU markets should begin before tooling, sampling, or mass production.
For STEM educational toys, gem dig kits, magnetic toys, battery-operated toys, craft kits, and private-label toy programs, the safest workflow is to confirm the target market, age grade, material list, product structure, testing scope, certificate responsibility, and document-retention process before the product is released for sale.
In past projects, we helped three domestic OEM factories turn ASTM F963, CPSIA, CE Marking, EN71, REACH, and RoHS from written requirements into a traceable, batch-replicable compliance workflow.
CPSC identifies ASTM F963 as a mandatory US toy safety standard, and ASTM F963-23 applies to children’s toys manufactured on or after April 20, 2024.[1]
| Market | Main Compliance Items | Core Documents | Common Practical Risk |
|---|---|---|---|
| US Market | ASTM F963, CPSIA, CPC, California Prop 65 | CPC, CPSC-accepted third-party test report, importer records, tracking information | Using outdated test reports, issuing an incomplete CPC, or failing to control material changes |
| EU Market | EN71, CE Marking, DoC, REACH, RoHS, GPSR | Declaration of Conformity, EN71 reports, technical file, material declarations, traceability records | Incomplete technical files, outdated EN71 references, missing REACH/RoHS review, or unclear EU responsibility |
A toy that passes one market’s test report should not be treated as automatically compliant in another market.
ASTM F963 Standard
ASTM F963 Standard
ASTM F963-23 is the current US Consumer Toy Safety Standard incorporated into CPSC’s mandatory toy rule for toys manufactured on or after April 20, 2024.[2]
It addresses many toy hazards, including mechanical, physical, chemical, electrical, flammability, hygiene, and labeling-related risks.
- Mechanical and physical risks: small parts, sharp edges, sharp points, cords, magnets, projectiles, and battery compartments.
- Chemical risks: heavy-metal migration, lead in paint or coatings, phthalates, and other restricted substances.
- Labeling risks: age grading, choking warnings, magnet warnings, battery warnings, and use instructions.
For small-parts screening, the official small-parts cylinder is approximately 31.7 mm wide and 57.1 mm long.
Parts that fit fully inside this cylinder can create a choking risk for children under 3, so small accessories, gems, detachable decorations, caps, and broken fragments must be reviewed carefully.[3]
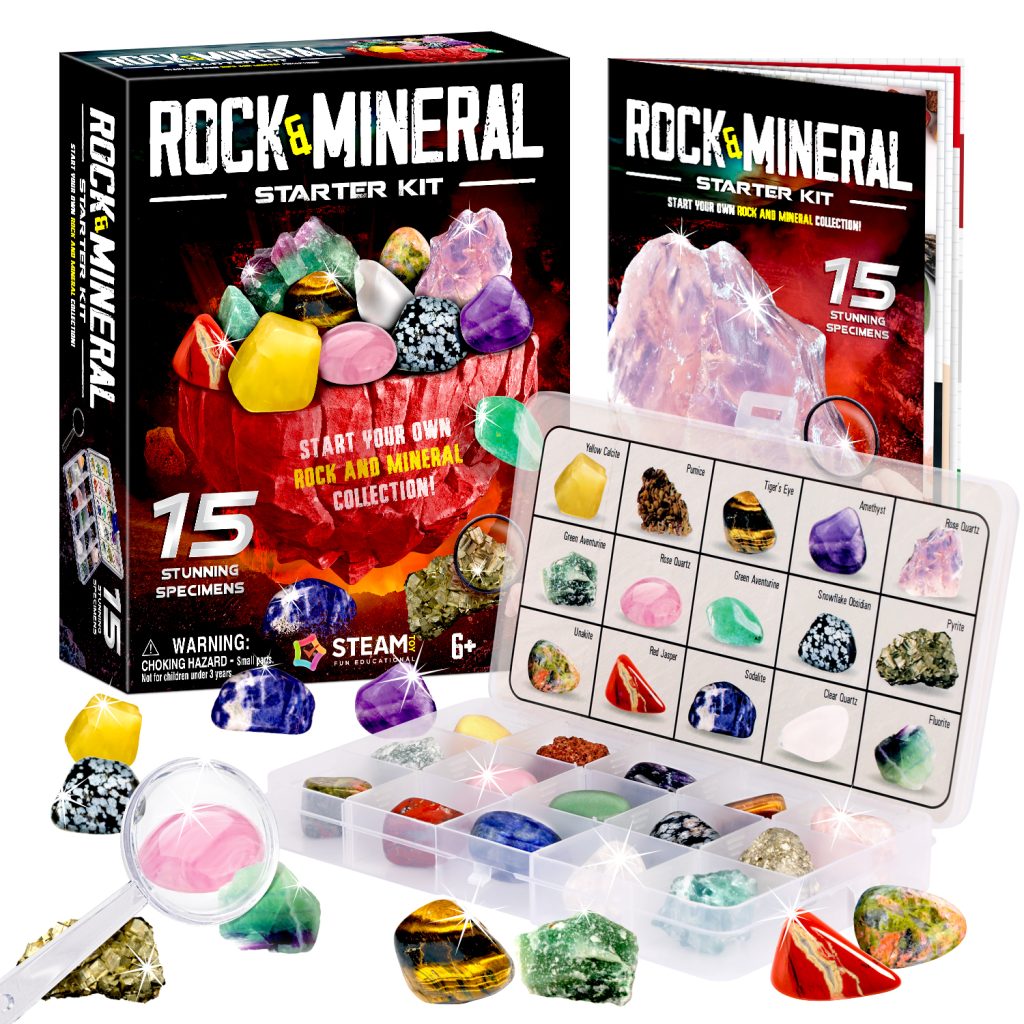
We worked with one gem dig kit customer in 2024 to complete an ASTM F963-23 retest.
The product needed updated substrate-material and chemical review under the latest toy standard, and the excavation block also required separate dust-release screening because children scrape and dig the block during use.
In that project, the laboratory used a PM10 increment benchmark of 0.5 mg/m³ in a 1 m³ test chamber as a risk-screening method for airborne dust generated during digging.
This forced a switch to a low-dust gypsum formulation plus a new third-party laboratory report.
For OEM partners, the practical difficulty with ASTM F963 is that product iteration is often faster than compliance-document updates.
We recommend contracts explicitly state “the latest effective F963 version plus the customer-specified effective date” and require the factory to check the CPSC recall database every quarter to avoid repeating known product-safety failures.[4]
See our OEM factory selection guide, which specifically lists the F963 retest workflow and the 8 documents the factory must provide.
In our experience, a US brand client during the 2023 F963 upgrade had all SKUs retested at an average of USD 2,500 per SKU, and the entire shipment was delayed by 5 weeks.
The delay was caused by relying on existing reports without checking whether the report version, product material, production date, and current regulatory requirements still matched.
The key compliance question is not only whether the toy passed once. The key question is whether the current production batch still matches the tested sample.
| Toy Type | Main ASTM F963 Risk | Practical Control Point |
|---|---|---|
| Gem dig kit or excavation toy | Small gems, sharp digging tools, dust, substrate materials, and heavy-metal migration | Control gypsum formula, gem size, tool radius, age grade, and material test reports |
| Magnetic building toy | Small magnets, magnet detachment, and ingestion risk | Control magnet size, magnetic flux, enclosure strength, and warning language |
| Battery-operated science kit | Battery access, overheating, short circuit, and electrical safety | Control battery-compartment screws, wiring, insulation, and abuse-test results |
| Craft, paint, or chemistry-style toy | Pigments, coatings, liquids, adhesives, skin contact, and oral exposure | Control SDS/MSDS, colorants, liquid ingredients, labeling, and child-use instructions |
CPSIA and CPC Certificate
After CPSIA took effect in 2008, children’s products entering the US market must be supported by testing and certification when applicable.
For children’s products, the Children’s Product Certificate (CPC) certifies that the product complies with applicable CPSC children’s product safety rules.[5]
The CPC must be based on passing test results from a CPSC-accepted third-party laboratory when third-party testing is required.
CPSC also maintains a list of children’s product safety rules that require third-party testing and the legal citations used on a CPC.[6]
Many OEM factories assume that holding ISO 9001 is enough to issue a CPC.
However, ISO 9001 is a quality-management-system certificate, not a substitute for product-specific CPSC testing or a CPC.
In our hands-on experience, the factory provides a third-party test report plus its own Declaration of Conformity.
The US importer or US domestic manufacturer then issues the CPC based on those records and keeps the files ready for audit, customs review, platform review, or retailer review.
If a company knowingly violates CPSC requirements, the inflation-adjusted civil penalty can reach USD 120,000 for each violation and USD 17,150,000 for a related series of violations.[7]
A complete CPC should include the following information:
- Identification of the product covered by the certificate.
- Citation to each applicable CPSC children’s product safety rule.
- Name, mailing address, and telephone number of the importer or domestic manufacturer certifying the product.
- Contact information for the person maintaining test records.
- Date and place where the product was manufactured.
- Date and place where the product was tested.
- Name, full mailing address, and telephone number of the CPSC-accepted laboratory.
See our Jumbo Gems Dig Kit, which has passed CPSIA + ASTM F963 testing including ASTM F963-23 substrate-material review, 4.4 coating lead content at 90 ppm, and Section 101 total lead at 100 ppm.
The SGS report number is SHHL2406056789MD, issued in June 2024.
Common CPC failures are usually document-control failures rather than laboratory failures.
Typical problems include mismatched model numbers, outdated ASTM versions, missing production dates, missing testing locations, use of a non-CPSC-accepted laboratory, or using one test report for multiple material variations without a written technical justification.
A laboratory report is evidence. The CPC is the formal US compliance certificate built from that evidence.
California Prop 65
California’s Proposition 65 requires businesses to provide warnings before exposing Californians to chemicals known to cause cancer, birth defects, or other reproductive harm.[8]
For the toy industry, the most affected chemicals often include lead, cadmium, phthalates, bisphenol A (BPA), and certain flame retardants.
Even products that already pass CPSIA and ASTM F963 can still trigger Prop 65 review.
The reason is that Prop 65 is based on exposure risk, not only on whether the product passed a toy-standard test.
- Oral exposure may occur when a child puts a part, coating, or powder residue near the mouth.
- Dermal exposure may occur through repeated hand contact with plastics, coatings, inks, or metal parts.
- Manual exposure may occur when children scrape, dig, paint, assemble, or repeatedly handle toy components.
We once helped a California customer adjust the packaging copy of a magnetic building block set that had already passed F963.
The product needed a Prop 65 warning label on the box with bilingual EN/ES warning language before it could enter California Target and Costco channels.
We recommend running a dedicated Prop 65 assessment for toys sold in California.
The warning format must follow the current safe-harbor warning rules, and short-form warnings must meet OEHHA’s current content and formatting requirements.[9]
Short-form warnings must be clear, conspicuous, and no smaller than 6-point type when the short-form option is used.[10]
The chemical name, exposure route, warning placement, online listing language, and packaging format should be confirmed before printing.
For more on Prop 65, see our educational toy manufacturer page.
We have seen California AG enforcement actions settle for 6 to 7 figures when retailers fail to provide the warning at the point of sale, even when the manufacturer is overseas.
Passing ASTM F963 and CPSIA does not automatically remove Prop 65 warning risk for toys sold in California.
EN71 Three Parts
EN71 Three Parts
EN71 is the harmonized toy-safety standard family commonly used under the EU Toy Safety Directive.
The European Commission states that all toys sold in the EU must carry CE marking, which is the manufacturer’s declaration that the toy satisfies essential safety requirements.[11]
| EN71 Part | Main Coverage | Typical Toy Risk |
|---|---|---|
| EN71-1 | Mechanical and physical properties | Small parts, sharp points, sharp edges, cords, magnets, packaging film, and toy structure |
| EN71-2 | Flammability | Burning behavior of toy materials, especially textile, hair-like, paper, or costume-related toy parts |
| EN71-3 | Migration of certain elements | Element migration from coatings, plastics, gypsum, clay, pigments, paper, metal, and other accessible materials |
The European Commission publishes a summary list of harmonized toy standards under Directive 2009/48/EC.
Manufacturers should check the current harmonized-standard reference before relying on an EN71 report for CE Marking.[12]
For gem dig kits and excavation-style STEM toys, the main EU risk usually concentrates on EN71-3 element migration.
If the excavation block uses ordinary gypsum powder, children may ingest small residues accidentally or through hand-to-mouth contact.
Our experience is that the OEM factory must obtain REACH compliance statements from raw-material suppliers.
The laboratory should also confirm the correct EN71-3 version, material category, sample-preparation method, and element-specific migration limits.
EN71-3:2019+A2:2024 is listed in the EU harmonized standards framework for toys drafted in support of Directive 2009/48/EC.[13]
This makes version control especially important for products that use gypsum, clay, pigments, coatings, or mixed-material components.
See our Why K&M page, which lists the steps through which our raw-material suppliers passed EN71-3:2019+A2:2024 testing.
- The EN71-1 small-parts review focuses on whether accessible parts create choking or ingestion risk.
- The EN71-2 flammability review focuses on whether toy materials burn too quickly or create unacceptable flame spread.
- The EN71-3 element-migration review focuses on 19 elements and applies different limits by material category.
- Composite testing should be used carefully because it may hide which material caused a failure.
For excavation toys, ordinary gypsum powder, color pigments, embedded stones, metal tools, printed cards, and plastic accessories should be reviewed separately where needed.
If one material fails, testing the whole toy again without identifying the material source will usually waste time and cost.
EN71-3 is not a single “total heavy metal” test. It is an element-by-element migration review based on material categories.
CE Marking and DoC
CE Marking is required for toys placed on the European Economic Area market.
The European Commission explains that CE marking indicates that the manufacturer has checked that the product satisfies applicable EU safety, health, and environmental requirements.[14]
For toys, the main legal framework is the Toy Safety Directive 2009/48/EC.
For broader product-safety obligations, Regulation (EU) 2023/988, the General Product Safety Regulation (GPSR), applies from 13 December 2024 and repeals the older General Product Safety Directive 2001/95/EC.[15]
The manufacturer signs a Declaration of Conformity (DoC) declaring that the product complies with applicable EU legislation and harmonized standards.
The Toy Safety Directive also requires manufacturers to draw up technical documentation and keep it available for market surveillance authorities.[16]
The key difference between the DoC and the US CPC is the responsible party and the standard system.
The DoC is issued under the EU framework and references EN harmonized standards, while the CPC is issued under the US framework and references CPSC rules and ASTM F963.
| Document | Market | Usually Issued By | Supported By |
|---|---|---|---|
| CPC | US | US importer or domestic manufacturer | CPSC-accepted third-party test report |
| DoC | EU | Manufacturer | Technical file, risk assessment, EN71 report, and applicable EU compliance records |
Our practical recommendation is that the OEM factory prepare the DoC support file, while the importer or EU Authorized Representative reviews and retains the supporting documentation.
The manufacturer should not apply the CE mark until the technical file, DoC, product label, warning language, and applicable test evidence are complete.
The archived EU technical file should include:
- Product description, model number, and product photos.
- BOM, material specifications, drawings, and production records.
- Risk assessment and applicable standard list.
- EN71-1/2/3 reports and other test reports where applicable.
- REACH and RoHS material evidence where applicable.
- Instructions, warnings, labels, and language versions.
- DoC original and lot-number reference table.
See our Ultimate Party Dig Kit, which has obtained CE Marking and the full DoC.
The DoC number is KMC-EU-2024-0891, issued on November 12, 2024, and retained in the product documentation file.
Incomplete DoC files are a common market-surveillance issue.
The most common problems are missing harmonized-standard references, outdated EN71 reports, missing product photos, unclear model coverage, incomplete warnings, and failure to show how the tested sample matches the shipped product.
The CE mark should be the final result of a completed compliance file, not the starting point of the compliance process.
REACH and RoHS
REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals, EC 1907/2006) governs chemical substances on the EU market.
Companies must identify and manage risks linked to the substances they manufacture, import, or use in products.[17]
For toys, REACH should not be treated as one simple test.
Factories should review the Candidate List of Substances of Very High Concern (SVHC), Annex XVII restrictions, supplier declarations, and material-level test reports.
The live ECHA Candidate List should be checked before each major shipment, annual certificate renewal, or material change.
ECHA’s Candidate List identifies SVHC entries and the related information duties for articles containing a Candidate List substance at or above 0.1% w/w.[18]
RoHS Directive 2011/65/EU applies to electrical and electronic equipment unless specifically excluded.
The European Commission states that RoHS currently restricts 10 substances, including lead, cadmium, mercury, hexavalent chromium, PBB, PBDE, DEHP, BBP, DBP, and DIBP.[19]
- Lead: 0.1% in homogeneous material.
- Mercury: 0.1% in homogeneous material.
- Hexavalent chromium: 0.1% in homogeneous material.
- PBB and PBDE: 0.1% in homogeneous material.
- DEHP, BBP, DBP, and DIBP: 0.1% in homogeneous material.
- Cadmium: 0.01% in homogeneous material.
RoHS Annex II sets the maximum concentration values for restricted substances in homogeneous materials, including 0.1% for most restricted substances and 0.01% for cadmium.[20]
We worked with one LED-equipped science experiment kit customer whose RoHS testing was delayed.
As a result, 12,000 units were held by German customs for 6 weeks, and 2,300 units worth USD 18,000 were eventually destroyed.
For purely mechanical toys, such as a gem dig kit without circuitry, RoHS usually does not apply.
However, REACH still applies to toy materials, and the factory must be able to support material compliance for plastics, coatings, pigments, gypsum, adhesives, inks, and metal parts.
If the toy carries LEDs, sound modules, motors, batteries, USB charging, electronic pens, or other electrical functions, RoHS testing becomes relevant.
In these cases, the factory should also review whether EMC, electrical-safety, battery, and electronic-waste requirements apply in the target market.
When sourcing plastic parts for excavation toys, we require the supplier to provide a REACH declaration per batch and run a broad SVHC screen against the current Candidate List to avoid passive violation after list updates.
For further questions on REACH and RoHS compliance workflows, see our frequently asked questions.
In our project experience, a broad SVHC screen normally takes about 10 business days and costs USD 1,200 to 1,800 per material.
When the SVHC Candidate List grows quickly, even long-standing compliant products may need fresh material-level review to preserve certificate validity across the next 12 to 18 months.
RoHS is mainly an electrical and electronic equipment issue. REACH is still relevant to ordinary mechanical toys because materials and articles can contain restricted chemicals.
Operational Strategies
Consider Safety at the Design Stage
The most efficient way to handle compliance is to embed safety requirements at the design stage rather than remediating after the fact.
According to our 2024 internal project retrospective, the cost of prevention at the design stage was only 12.5% of the cost of post-failure remediation.
In the past 3 years of projects, the most common design-stage failures we have encountered include:
- Small parts that fit fully inside the 31.7 mm small-parts cylinder appearing in products for children under 3.
- Battery-compartment covers that can be opened by hand.
- Single-magnet ingestion risks not being identified.
- Digging-tool tips exceeding the internal R2.0 mm design-control limit used for sharp-point prevention.
These failures are usually discovered within 2 weeks of mass production.
The rework cost is 5 to 8 times the prevention cost at the design stage, roughly USD 12,000 per incident in our reviewed projects.
Our practical approach is to introduce “Compliance-Driven Design” at the design stage.
This means using ASTM F963 and EN71-1 clause lists to work backward into the dimensions, materials, and assembly method of every component, then building the styling on top.
For example, the digging tool of a gem dig kit is designed with an R2.5 mm rounded tip rather than R1.0 mm.
This helps reduce puncture risk from the source before the product enters laboratory testing.
This approach saved 30% to 50% of compliance rework cost in several OEM projects compared with the traditional “design first, test later” flow.
Per-SKU rework cost dropped from an average of USD 12,000 to about USD 6,500 in the projects we reviewed.
See our 24-day Christmas countdown calendar, where every part is controlled against the F963 small-parts standard from the design stage.
The metal snap on the back of each countdown box uses R2.5 mm rounded pure brass to reduce ingestion and sharp-edge risk for children under 3.
| Design Checkpoint | Question to Ask Before Tooling | Possible Correction |
|---|---|---|
| Age grade | Does the toy appearance, size, and play pattern attract children under 3? | Adjust age grade, warning, part size, or product structure |
| Small parts | Can any part detach and fit fully into the small-parts cylinder? | Increase part size, strengthen assembly, or remove detachable decoration |
| Tool shape | Can the child use the tool as a sharp point or scraping hazard? | Increase tip radius, soften edges, or change material hardness |
| Material exposure | Can the child scrape, ingest, inhale, or repeatedly touch the material? | Change formula, reduce dust, add supervision instructions, or run pre-testing |
| Battery access | Can a child access the battery without a tool? | Add screw-secured compartment and abuse-test review |
Design-stage compliance is cheaper than shipment-stage remediation because the factory can still change the product before tooling, packaging, and production are locked.
Select Compliant Materials
Material compliance is the common ground shared by ASTM F963, EN71-3, REACH SVHC, RoHS, and Prop 65.
For STEM educational toys, the highest-risk materials usually include plastics, coatings, pigments, gypsum powder, clay, adhesives, printed packaging, metal accessories, magnets, electronic components, and batteries.
- Plastics should be reviewed for BPA, phthalates, lead, cadmium, and other restricted substances.
- Coatings should comply with lead, soluble-element, and colorant-migration requirements.
- Metal accessories should be reviewed for coating lead, cadmium, nickel, and chromium VI risk.
- Gypsum, clay, and mineral powders should be reviewed for EN71-3 element migration and dust-related exposure risk.
- Electronic components should be reviewed for RoHS, battery access, wiring, solder, and overheating risks.
We once helped an OEM factory handle a coating-compliance issue.
The original formula contained 320 ppm of lead-based stabilizer, which was detected by the SGS laboratory, and the entire batch of 5,000 plastic digging tools was returned.
The factory switched to a water-based acrylic coating, and the lead content dropped to 15 ppm before shipping could resume.
This increased the coating cost by USD 2.3 per kilogram but avoided a USD 6,500 retesting fee.
After the switch, the factory made the water-based coating its standard OEM configuration.
The documents a material supplier should provide include:
- Raw-material MSDS or SDS.
- REACH SVHC declaration based on the current Candidate List.
- REACH Annex XVII declaration where relevant.
- RoHS report for electronic components.
- EN71-3 or heavy-metal migration report for high-risk accessible materials.
- Prop 65 statement if the product will be sold in California.
- Food-contact or mouth-contact declaration where the product design or claim makes it relevant.
Our products & services page lists K&M’s long-term compliant raw-material suppliers, covering ABS plastic, non-toxic gypsum powder, and water-based coatings.
In our experience, sourcing compliant raw material typically adds 5% to 8% to the bill of materials versus non-compliant equivalents.
The downstream savings on rejected shipments, retesting, retailer delays, and rework usually justify the premium.
Across 50 OEM factories in our internal review, factories using water-based coatings reported 30% fewer SGS test failures than factories still using solvent-based coatings.
In one reformulation project, reducing lead content below 20 ppm in ABS plastic required 3 to 4 reformulation cycles and took about 8 weeks.
This shows why material substitution should be validated before mass production rather than after a failed shipment test.
A compliant material file should match the actual batch used in production, not just the supplier’s general product catalog.
Third-Party Laboratory Testing
The final evidence for toy compliance usually comes from test reports issued by accredited third-party laboratories.
For US children’s products, laboratories used for required third-party testing must be CPSC-accepted for the applicable test scope.[21]
A complete children’s-product test plan may include ASTM F963, CPSIA Section 101 lead, CPSIA Section 108 phthalates, EN71-1/2/3, REACH screening, RoHS testing for electronic toys, and Prop 65 assessment for California sales.
The exact testing scope depends on product type, age grade, material, function, target market, and sales channel.
Testing cycle and cost are top concerns for OEM factories.
A full test suite for a typical gem dig kit takes about 6 to 8 weeks and costs USD 3,500 to 5,000 per cycle in our project experience.
If the product changes, including materials, color, structure, tool shape, embedded accessories, electronics, or packaging warnings, the affected chapters must be reviewed again.
A targeted difference test usually takes about 2 to 3 weeks, depending on the laboratory schedule and test scope.
- Complete a full test before first mass production.
- Run difference testing when only one controlled variable changes.
- Run pre-testing for high-risk materials such as coatings, soft plastics, magnets, electronics, gypsum, clay, powder, or liquids.
- Perform annual review testing for high-volume SKUs or whenever standards, suppliers, or materials change.
When selecting a laboratory, we recommend checking the exact accreditation and acceptance scope instead of relying only on the laboratory brand name.
SGS, Bureau Veritas, Intertek, TUV SUD, CTI, and Pony Testing are commonly used in international toy testing projects, but the specific location, standard, and test scope must be verified before samples are submitted.
For global laboratories, an average testing cycle of 6 to 8 weeks and a single report fee of USD 3,500 to 5,000 is common for a complex STEM toy.
For local labs in China, CTI and Pony Testing are viable options in many projects, with test fees around USD 2,000 to 3,200 depending on the scope.
We keep on-site consulting with third-party laboratory partners at the Nuremberg Toy Fair in Germany and the Hong Kong Toy Fair every year, with details on our fairs schedule.
In our experience, the largest hidden cost in the testing workflow is not the lab fee but the engineering time spent on test-fail-fix-retest loops, which averages about 4 person-weeks per affected SKU.
If a product fails testing, the factory should not immediately submit another sample without root-cause analysis.
A lead failure may come from pigment, coating, stabilizer, recycled plastic, metal plating, or contaminated mineral powder.
A small-parts failure may come from part size, weak assembly, drop impact, or foreseeable abuse.
A phthalate failure may come from PVC, soft plastic, adhesive, packaging material, or supplier substitution.
A dust or migration failure may come from the base powder, binder, colorant, drying process, or production environment.
The correct response is to identify the material or design source, change only the necessary variable, document the change, and retest the affected clauses.
| Failure Type | Likely Root Cause | Corrective Action |
|---|---|---|
| Lead or heavy-metal failure | Pigment, coating, stabilizer, metal plating, mineral powder | Replace material, isolate failed component, and retest affected chemical clauses |
| Small-parts failure | Part too small, weak assembly, detachable decoration, breakage after abuse test | Increase part size, strengthen fixation, change age grade, or remove detachable component |
| Magnet failure | Loose magnet, high magnetic flux, weak enclosure | Redesign enclosure, reduce detachment risk, and retest magnet requirements |
| RoHS failure | Electronic component, solder, wire, coating, or supplier substitution | Replace component, request supplier evidence, and retest homogeneous material |
| Dust or powder exposure risk | Gypsum formula, particle size, binder ratio, drying process | Adjust formula, reduce loose powder, change process, and run targeted screening |
The final compliance file should connect the laboratory report with production records.
At minimum, the file should contain the product specification, BOM, supplier declarations, test request form, laboratory quotation, final report, CPC or DoC, packaging artwork, instruction manual, warning labels, product photos, production lot number, shipment date, and customer order number.
A full test report proves that one tested sample passed. A compliance system proves that future batches can keep passing.